

���S���T�C(j��)�Y(ji��)��(g��u)
�o(w��)�T��T�Ӽ��g(sh��)���É����O(sh��)����B��ģ�ߣ�ͨ�^(gu��)һ��(g��)˲�g��(qi��ng)�߉��ӹ��^(gu��)�̣�����(j��)����������ϵ���D��׃�Σ��γ�׃���c(di��n)�����Ɍ���ͬ���|(zh��)��ͬ��ȵăɌӻ���Ӱ���B������(l��i)���o(w��)�T��T�Ӽ��g(sh��)��(du��)�������o(w��)�κ�Ҫ���B���c(di��n)̎�������ԭ�е�僌ӡ���Ӳ��ܓp�����B���^(gu��)���Ԅ�(d��ng)���̶ȸߣ��Ɇ��c(di��n)����c(di��n)ͬ�r(sh��)�B�ӣ������M(j��n)�Пo(w��)�p���B�ӏ�(qi��ng)�șz�y(c��)��ȫ�^(gu��)���Ԅ�(d��ng)�O(ji��n)�أ����a(ch��n)Ч�ʘO�ߡ�
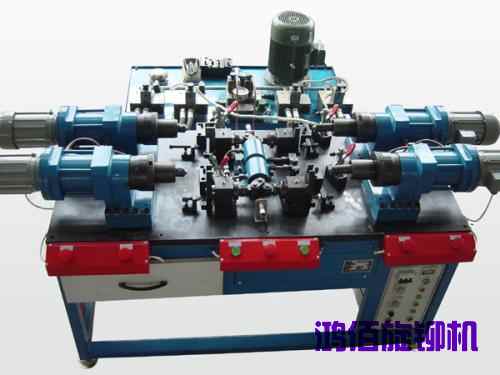
�o(w��)�T����T�C(j��)��ُ(g��u)�I�r(ji��)���Ƕ����أ�һ���_(t��i)ʽ�o(w��)�T����T�C(j��)��3�f(w��n)�����f(w��n)���t�⾀��λ�����֟o(w��)�T����T�C(j��)һ����2�f(w��n)��3�f(w��n)����|��ܟo(w��)�T��T�Ӊ��T��Ҏ(gu��)��2�f(w��n)��3�f(w��n)֮ǰ����Һ�����C(j��)�o(w��)�T����T�C(j��)һ����1�f(w��n)��2�f(w��n)���≺�o(w��)�T����T�C(j��)Ҳ��1�f(w��n)��2�f(w��n)֮�g��

�͉����T�C(j��)�ļ��g(sh��)Ҫ�����T�C(j��)�ϸ��N��(bi��o)�ƻ��(bi��o)־�̶�λ�Ñ�(y��ng)�����O(sh��)Ӌ(j��)Ҫ�������;ã���̶�λ�Ñ�(y��ng)���_���ι̡����^������(y��ng)����GB/T 13306��Ҏ(gu��)����Ҫ���M(j��n)�П�̎�����������Ӳ��ֵ����_(d��)���O(sh��)Ӌ(j��)Ҫ��������(y��ng)���ψD��Ҫ�����T�C(j��)���͉���·��늚⾀·����(y��ng)���ú������������R���B��̎��ȫ�ɿ�������(y��ng)�c����(du��)�\(y��n)��(d��ng)���㲿�����|�����T�C(j��)���治��(y��ng)�ЈD��δҎ(gu��)�����𡢰��ݺʹֲڲ�ƽ���㡢�����Ӻ����߅����(y��ng)���R����Q������(y��ng)�����@���e(cu��)λ�����T�C(j��)��(y��ng)���пɿ��ij��d���U(xi��n)�b�ã���(d��ng)���d�r(sh��)��횰�ȫ�ɿ���

�������T�C(j��)�nj�(du��)��������̎��ӱ��o(h��)��õęC(j��)�ͣ��a(ch��n)Ʒ���T�Ӵ������r(sh��)��һ��Ҫ���T�Ӽ���׃�γ̶�ҪС������̎��ӵ�̎����ˇҪ�á�����Փ��ˇ����α��C���^����׃�ι�ˇ�����ܱ��C�������ȫ��ßo(w��)�p������(j��ng)�(y��n)��һ��ɱ��o(h��)�s90���ı���̎��ӡ�
��Щ��I(y��)��(du��)���T�C(j��)��Ҫ���Ӹ���ܣ����Ԅ�(d��ng)���ϣ��O(ji��n)�؉�����λ�ƱO(ji��n)�أ��|������������ȫ��ţ���(sh��)�ض��c(di��n)�T�ӵȡ�����(j��)ǰ����c(di��n)�x���ꮅ���҂����O(sh��)Ӌ(j��)���Ʒǘ�(bi��o)���T�C(j��)����(sh��)�����T�C(j��)���S�����ӹ��ܵ����ӣ����T�C(j��)�r(ji��)��Ҳ��(hu��)���ӡ�

�͉����T�C(j��)ʹ�Õr(sh��)ע�ⲻҪ�����T�әC(j��)�������T�ӷ���,�ӹ��Ĺ�����Ҫ����Ҏ(gu��)�������ķ�������Ҫ�T�әC(j��)���L(zh��ng)�r(sh��)�g�Ĺ�����B(t��i)���M(j��n)�У��T�әC(j��)���b���T�^���ܴ��ڙC(j��)��Ҏ(gu��)����ֵ��(sh��)��Ҫ���r(sh��)��(du��)�T�әC(j��)�M(j��n)�Йz��,�ܴ_���T�әC(j��)�ڽ����Ġ�B(t��i)�¹�������ƽ�r(sh��)�Ĺ�����,Ҫ��(j��ng)���z���T�әC(j��)�Č�(d��o)܉��λ,���˱��C��(d��o)܉����ĝ�(r��n)����,��(y��ng)���r(sh��)���S�͡�
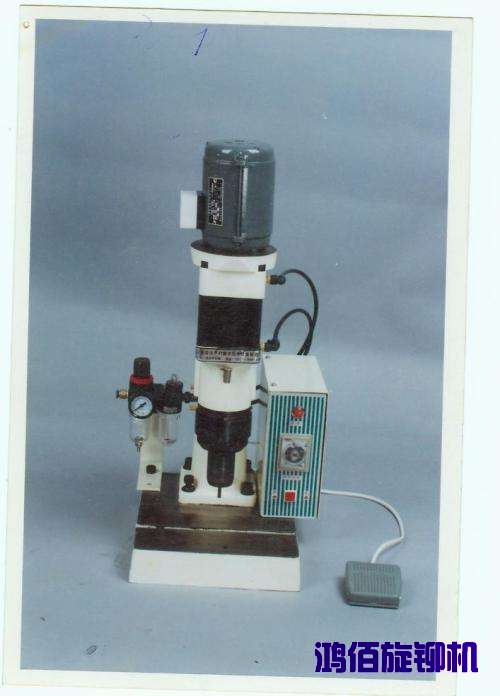
��ʽ�[ݚ���T�C(j��)�ɰ��������ИI(y��)��(n��i)�Č����T�әC(j��)���ɰ����������T�^�����P(gu��n)���b�A�ߣ�߀�ɼ��b����(j��)����b�O(sh��)������á�
���T�C(j��)�Dz���늚⡢�C(j��)е��(d��ng)����Y(ji��)�ϵ�ԭ������Ɍ�(du��)�������?sh��)��T�ϡ��O(sh��)��ӹ��\(y��n)��ƽ��(w��n)���o(w��)�ش�_��������������λ���_���ӹ���⻬ƽ�����T���ٶȿ��_(d��)30-50��/������ϡ�
�ԛ_���T�C(j��)�o(w��)���A(y��)�ȴ�ף��o(w��)�U�ϣ��o(w��)�Fм�a(ch��n)�����ԛ_�T�T���c(di��n)�������ض�ģ�ߛ_�����ͣ��T���|(zh��)����(w��n)�����T���c(di��n)�Ą�(d��ng)�B(t��i)ƣ�ڏ�(qi��ng)�ȸߣ��h(yu��n)�h(yu��n)��(y��u)���c(di��n)���Ȃ��y(t��ng)�����B�ӹ�ˇ���T���c(di��n)�]�Пᑪ(y��ng)�����У�����(hu��)�ƉIJ��ϱ���僌ӣ����S���зǽ��يA�ӵIJ����M(j��n)���T�ӣ������B�ӽ��ٺͷǽ��ٲ��ϺͶ��Ӳ��ϽM�ϣ��T���O(sh��)���ܺ��^�ͣ��]�П��m�ŷţ��]��������Ⱦ����ˮ�ԡ������Ժá�
�������P(gu��n)�ڶ��S���T�C(j��)�Y(ji��)��(g��u)�Ľ�B��(n��i)�ݣ���ĝM�����҂�����Ո(q��ng)��(li��n)ϵ�҂�����- ��һƪ���������T�C(j��)�S
- ��һƪ���Pʽ���T�C(j��)����
- ���(d��ng)�TᔙC(j��)���(d��ng)�P�����(d��ng)������ԭ��[2019-12-22] ...
- �\�����(d��ng)�TᔙC(j��)������ӹ����õ��ęC(j��)е[2019-12-22] ...
- �����v����(d��ng)�TᔙC(j��)�����k��ļӹ�[2019-12-21] ����S�k��...
- ���(d��ng)�TᔙC(j��)�S�Ҟ�����B�T��T�ϕr(sh��)�ķ�(w��n)����[2019-12-21] ...
- ���(d��ng)�TᔙC(j��)����Щ��(y��u)��(sh��)�أ�[2019-12-20] �|ݸ���ۙC(j��)е�S���錣�I(y��)���a(ch��n)���(d��ng)�TᔙC(j��)�����(d��ng)�TᔙC(j��)����С...